


|
ג'יפים בונים, לא קונים. קל להגיד, אבל כדי לבנות ג'יפים, או לכל הפחות חלקים ודיגומים להם, צריך מיומנות מסוימת במסגרות וזה לא היה בסילבוס של בית הספר, אז מאיפה מתחילים? מתחילים בעשייה. מסגרות ברמה בסיסית איננה קשה' היא פשוט זרה לרובנו ולכן נדמית מאיימת. המציאות שונה בתכלית מהדימוי הזה; מסגרות בסיסית איננה מסובכת כלל, אם כי ככל דבר היא דורשת מיומנות וכלים מתאימים. המבוא למסגר החובב איננו מתיימר לתת לכם את כל הכלים, הטכניקות או העצות הטובות שיש בנושא; אף אחד לא יקרא את המסמך הזה ויהפוך בן לילה למסגר, אפילו לא ברמה החובבנית. המדריך כן ייתן לכם נקודת התחלה טובה, יחד עם הסברים על כלים, טכניקות ראשוניות וכמה עצות טובות על הבעיות שמטרידות את רוב המסגרים החובבים בתחילת דרכם. הוא בעיקר ייתן לכם את הביטחון להתחיל. נתחיל ממילון מונחים זריז ולא מחייב... מונחים בסיסיים
דיוטי סייקל (Duty cycle): משך הזמן שרתכת יכולה לעבוד רצוף לפני שהיא מחויבת הפסקה בשל התחממות יתר. בכל הרתכות המודרניות ההפסקה הזו נכפית עליכם ע"י המכשיר, יש לחכות כמה דקות עד שהוא יוכל לחזור לעבודה. דיוטי סייקל טוב הוא 80-90%, דיוטי סייקל מצוי ברתכות זולות הוא כ20% (שזה אומר שמתוך 10 דקות עבודה הרתכת חייבת לנוח 8). אמפראז': זהו המונח המבטא את "עוצמת הרתכת", ההספק אליו מכוונת הרתכת בריתוך נתון. ברתכת הפשוטה ביותר יש גלגל אחד - מסובבים אותו כדי להעלות או להוריד את העוצמה, או האמפראז'. ריתוך שורש: ריתוך בעל יותר משכבה אחת, כאשר השורש מתייחס לשכבה הראשונה. שיוף/פינוי/השחזה: סילוק מתכת מאזור מסוים עד שהוא מגיע לצורה הרצויה. כלי העבודה הרלוונטי הוא הדיסק, ע"ע. פאזה: מילולית, "זוית". פינוי מתכת באופן שיאפשר חריץ בין שתי מתכות לפני הריתוך שלהן ביחד. "גרדים": תוצר לוואי של הריתוך, עיגולים קטנים של מתכת שנדבקים בכל אזור הריתוך. DIN: תקן המתייחס בהקשר שלנו לרמת הסינון של זכוכית ריתוך. ככל שהמספר גדול יותר, הוא מסנן יותר, כלומר שומר יותר על העיניים שלכם. כשמתחילים, כדאי להשתמש במסנן שקל יותר לראות דרכו - מס' 9-10. רתכים מיומנים שמרתכים הרבה יעדיפו מסנן חזק יותר, מס' 12 למשל, כדי שעינים יספגו כמה שפחות קרינה. Fishmouth: פינוי במתכת כלשהי כך שתתאים לצינור. כשחותכים צינור שיתאים לצינור אחר, התוצאה דומה לפה של דג ומכאן השם. "קקי של ציפורים": כינוי גנאי לריתוך גרוע, שהוא חלש, איננו אחיד ונראה די כמו... נו... קקי של ציפורים. לילה סגול: עיוות של המונח הצבאי "לילה לבן", מתאר את הנקודות הסגולות שקופצות מול עיני רוב המסגרים החובבים כתוצאה מסנוורים מהריתוך. מומלץ בחום להימנע, ע"ע מסיכת ריתוך אלקטרונית. כלי המסגרות הבסיסיים
רתכת: יהיה קצת קשה לרתך בלי אחת, אז כדאי ללוות באופן תמידי מהשכן. יש 4 סוגי שכנים עיקריים: אלו עם רתכת זרם חילופין (AC) גדולה רגילה שקונים בחנויות קנה ובנה ב500 ש"ח פלוס מינוס, אלו עם הרתכת האלקטרונית ב1000- עד 2500 ש"ח (המחיר כתלות באיכות, הספק, ומספר הידיים שעברו על הרתכת), השכן עם רתכת CO2 (ובשמה הבינלאומי מבין שלושת סוגי הרתכות הרלוונטיות (רגילה, אלק' וCO2) האמת היא שמסגר חובב יכול לפסול על הסף את רתכת הCO2. רתכת CO2 או מיג היא מכשיר גדול המזין חוט-אלקטרודה בצורה רציפה דרך אקדח ריתוך המוגן בגז (פחמן דו חמצני לרוב ומכאן הכינוי CO2). זוהי הרתכת שתמצאו במסגריות, בסדנאות שיפורים, במוסכים וכדומה. על יתרונותיה וחסרונותיה ניתן לקרוא בהרחבה בפורום הבונים/הנדסת רכב למי שמעוניין, אבל הרתכת הזו יקרה מדי, גדולה ומסורבלת מדי עבור רוב החובבים - ופשוט אין בה צורך.
אם אתם כבר קונים משהו יקר - 1000 שקלים ומעלה - קנו רתכת אלקטרונית. אין סיבה היום לא לקנות אחת, יש מבחר גדול והמחירים ירדו. במשפט אחד: הרתכת האלקטרונית לא תגביל אתכם, הרגילה עלולה. שימו לב שהרתכות הזולות מחנויות קנה ובנה מגיעות עם חיווט דק מדי לידית הריתוך ולמינוס, כדאי להחליף למשהו קצת יותר רציני בכל מקרה.
אלקטרודות: יש מגוון ענק של סוגי אלקטרודות. רובן ייעודיות למשימות נתונות ולכן אינן משרתות את המסגר החובב היטב. בארץ האלקטרודות הנפוצות הן מתוצרת זיקה. מסגר חובב זקוק לאלקטרודה לשימוש כללי, היא אלקטרודת 6013 של זיקה. קוטר האלקטרודה הנדרש הוא תלות בגודל הריתוך הנדרש, לרוב מדובר על אלקטרודה בקוטר של 2.5 מ"מ. לעיתים נדירות המסגר החובב מבצע ריתוך גדול יחסית ונזקק לאלקטרודה בקוטר 3.5 מ"מ. בפעמים הנדירות האלו תמיד אפשר לקנות כמה אלקטרודות בודדות כאלו מהמסגרייה הקרובה. שימו לב שלרוב הרתכות הזולות אין די הספק כדי להתמודד כראוי עם אלקטרודה 3.5, זה בקצה גבול היכולת שלהן. אלקטרודה מוכרת נוספת היא הזיקה L-306, אלקטרודה ייעודית לנירוסטה. אם אתם הולכים לבנות משהו מנירוסטה, זו האלקטרודה בשבילכם – שוב, ככל הנראה בקוטר 2.5 מ"מ. בתמונה מלמטה למעלה: אלקטרודה 6013 2.5 מ"מ, אלקטרודה 6013 3.5 מ"מ, ואלקטרודה L306 לנירוסטה.
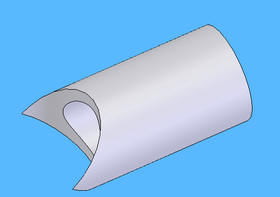
ישנם שני גדלי דיסק עיקריים המעניינים את המסגר החובב, דיסק בקוטר 4.5" (או 5", היינו הך) ודיסק 9", כאשר דיסק 9" הוא בגדר מותרות ואיננו הכרחי לביצוע רוב העבודות. חילוקי הדעות בנושא איכות הכלים מסוג זה הדרושה למסגר חובב גדולים; ההסכמה היחידה שהושגה היא שמכשיר איכותי ויקר הוא אמין תמיד (או שיש אחריות). אין בכך כדי לפסול כלים לא איכותיים, שכן כפי שנאמר יש חילוקי דעות כבדים בנושא, לכן כאן זה כל אחד לעצמו. לכל דיסק יש צלחות (שנקראות גם הן דיסקים, אנחנו נקרא להן צלחות כדי להבדיל בינן ובין המכשיר. עברית זו שפה עשירה) משני סוגים עיקריים: צלחות לחיתוך וצלחות להשחזה. יש כמובן גם צלחות לחיתוך בטון ושאר מיני טובין, אבל נתרכז באלו שמעניינים אותנו: המתכתיים. אחד המקומות הבודדים בהן חיסכון=אסון (כל הזכויות לחרוז שמורות למערכת) הוא ברכישת הצלחות האלו, ללא קשר למטרת הצלחת. הן מסתובבות אלפי פעמים בשנייה, חלק קטן שעף מהן וננעץ במפעיל עשוי להיות הרה אסון, לכן הקפידו תמיד לקנות מחברה מוכרת כמו "גמל שריד" (זו גם חברה ישראלית, תתרמו לכלכלה. קל לזהות את הצלחות שלהן ע"י ההדפס הכחול על כל שפת הדיסק, ירוק אם אתם קונים לבטון). צלחות החיתוך מתחלקות גם הן לשני סוגים עיקריים – עבה ודק. העבה יותר זול במעט, מחזיק יותר זמן וחותך הרבה יותר לאט תוך כדי פינוי מאסיבי של חומר; הדק (שמיועד לנירוסטה במקור) חותך מהר מאוד, קל לדייק איתו והוא מפנה פחות חומר. לצלחות השיוף יש עשרות סוגים, כאשר הם נבדלים אחד מהשני ברמת השיוף (שיוף גס מאוד, שיוף גס, בינוני, עדין וכן הלאה), אבל רק אחת דומה לצלחות החיתוך והיא של השיוף הגס. ההבדל המאוד ויזואלי בינה ובין צלחות החיתוך הוא עובייה, היא יותר מכפולה בעובי מצלחת החיתוך העבה ביותר לקוטר נתון. אסור לבלבל בין צלחת שיוף לחיתוך; נסיון לשייף עם צלחת חיתוך עשוי להיות הרה אסון ולהפך, אז תטרחו לשאול את המוכר מה זה מה. יש עוד מגוון רחב של אפליקציות שמתחברות לדיסק, אחת הנפוצות היא מברשת הפלדה. זו מברשת סיבובית שפשוט מחליפה את מברשת הפלדה הידנית הרגילה; אם תחשבו על זה שבשנייה היא עושה כמה אלפי סיבובים תבינו למה היא יעילה כל כך. המברשות האלו מתחלקות לשני סוגים עיקריים, מברשות עם צמות ומברשות עם שער פזור, כאשר אלו עם השער הפזור עדינות יותר. טיפ חשוב לשימוש בכאלו הוא ללבוש בגדים עבים במיוחד, השערות נוטות לעוף וזה לא נעים פטיש שלאקה: פטיש שכל ייעודו בחיים הוא להכות על השלאקה הנוצרת מהריתוך כדי להורידה. מאופיין בצד אחד חד. קל מאוד לבניה משיניים של קטפת כותנה, אותן ניתן למצוא בשפע בקיבוץ הקרוב למקום מגוריכם. ניתן גם לרכוש כאלו, אבל בשביל מה קניתם כבר רתכת ודיסק? ניתן להחלפה במברג שטוח ופטיש רגיל. מד זווית: מומלץ מאוד, לא הכרחי. איכותי יעלה כ300 ש"ח, זולים יותר כ80. זוויתן 90 מעלות: הכרחי. מגיע במגוון ובמבחר ענק בחנות האספקה הטכנית הקרובה למקום מגוריכם. קלאמרות/מלחציים/פלאיירים ננעלים - ישנם מגוון אביזרים לתפיסה זמנית של חלקים זה לזה. מהר מאד תגלו את חיוניותם. פלאייר פטנט גדול וזוג קלמרות נגרות זולות ופשוטות הן התחלה טובה. סרט מדידה (מטר): הכרחי, אבל יש לכם בבית ממילא. קליבר: רצוי מאוד, אפילו הכרחי. ניתן למצוא במבחר רחב של דגמים ומחירים, החל ב5 ש"ח לכאלו מפלסטיק. מקדחה: יש לכם בבית. הדגש היחידי הוא שרצוי פוטר 13 מ"מ, שכן אתם תגלו שרבים ברגי ה12 או ה1/2 שיש בג'יפים שניתן לחבר אליהם אפליקציות. מברג דק: הכרחי, מאוד יעיל בפינוי שלאקה מגומחות ובמיוחד לפינוי שלאקה מהחורים בין פספוסי הריתוך מהניסיונות הראשונים. מרק פחחים: ניתן לרכישה בכל חנות אספקה טכנית סבירה, יעיל מאוד לקבלת גימור נאה, במיוחד במקומות בהן הריתוך איננו מכסה את כל השטח הנראה ומשמש בעיקר לגימור. לא הכרחי. בטיחות בעבודה ביגוד: נועד להגן עליכם מפני חום, ניצוצות, חלקים חדים וקרינת הUV. מכנסי עבודה טובים עולים כ60 שקלים, חולצה כ40. כפפות ריתוך (להבדיל מכפפות גינה) שוות כל שקל, מחירן כ30 ₪ לזוג. הקפידו לקנות את הכפפות הארוכות, אלו שדומות לכפפות סקי במימדי האורך. איכות הביגוד חשובה מאוד, בגדי עבודה איכותיים פשוט מחזיקים יתר ומגנים עליכם יותר, לא שווה לחסוך בזה. קרינת הUV הנוצרת מהריתוך מסוכנת מאוד וגורמת לנזקים רבים. היא הסיבה שאסור להסתכל על הריתוך ללא מסיכה, אך היא גם גורמת לכוויות בעור, זהות לאלו של השמש. זו אחת הסיבות שעובדים תמיד עם בגדים ארוכים, גם באמצע הקיץ. מספיקות כמה אלקטרודות רצופות כדי לגרום לכוויה מאוד לא נעימה. שימו לב לקנות בגדי עבודה כך שמידותיהם יתאימו לאותם כללים של לבישת חליפת אב"כ בצבא: השרוולים צריכים להיות ארוכים מספיק כדי לעלות מעל כפפה (הכפפה דווקא עולה מעליהם, אבל זה חשוב בכ"ז), שפת החולצה צריכה להיות הרבה מתחת לקו החגורה, מכנס מעל נעליים. נעלי עבודה חייבות להיות סגורות וגבוהות, כמובן. סביבה לא דליקה: למיותר לציין שריתוך הוא פעולה המתבצעת בחום גבוה מאוד. הסביבה המיידית של הריתוך חייבת להיות נקייה מחפצים וחומרים דליקים, כאשר גם צבע יבש ופלסטיק נהיים דליקים בטמפרטורות המדוברות. שימו לב שמתחת לאזור הריתוך, גם מטר מתחת אם זה לא על שולחן, אין שום דבר דליק בכלל כך חלקים שלכם – רגליים, ידיים, ביגוד. בעת שימוש בדיסק, הקפידו שהניצוצות אינם עפים על שום דבר דליק, בפרט על עצמכם. דגשי בטיחות לריתוך OVERHEAD: שיטת ריתוך בעייתית במיוחד מבחינת בטיחות, שכן לכל הפחות היד שלכם ממוקמת מתחת לאזור הריתוך. יש להקפיד על כפפות מעל שרוול החולצה, על כיסוי מוחלט של אזור הצווארון, על חולצה מעל המכנס ועל מכנס מעל הנעל. השורה הזו נכתבה מניסיון כואב מאוד עם ריתוכים כאלו, תקפידו על זה. דיסק 9": גם הדיסק הזה, כמו שיטת הריתוך הקודמת, זוכה לפסקה משלו. אף אחד איננו חזק מספיק כדי להחזיק אותו כשהוא משתולל, אף אחד לא מהיר מספיק כדי למנוע פגיעה שלו בגוף אם הוא קופץ. יציאה מנקודת הנחה אחרת עלולה להיות הרת אסון, לכן התייחסו לכלי הזה בהתאם: החזיקו אותו כנדרש, באופן בו לעולם הוא לא יפגע בגוף שלכם גם אם הצלחת תיתפס; החזיקו אותו תמיד בשתי ידיים (לאלו מאיתנו שמסוגלים להרים אותו ביד אחת, שזה כבר הישג...) ותמיד תחשבו רגע "מה אם" לפני שאתם מפעילים אותו. שימו לב שאלו אינן סיבות לפחד מהמכונה הזו או להימנע משימוש בה, אלו רק סיבות לשים דגש מיוחד על בטיחות בשימוש בה. תיאורית הריתוך - חום והשליטה בו כדי לקבל ריתוך טוב באמת, לא צריך להגיע לרמת דוקטורט, אבל את הפסקה הזו כדאי מאוד להבין. ריתוך בעזרת אלקטרודה נקרא גם ריתוך קשת (Arc welding), על שם הקשת החשמלית שנוצרת בין האלקטרודה והחומר המרותך. כשהמפעיל סוגר מעגל בין האלקטרודה למתכת, נוצרת הקשת החשמלית בין האלקטרודה למתכת שגורמת לחום גבוה מאוד. לתוך האזור שמחומם ע"י הקשת האלקטרודה "משפריצה" את החומר שהיא עשויה ממנו, כאשר גם השלאקה מושפרצת לשם ככיסוי סביב לחומר. החום הוא למעשה מה שמאפשר את כל התהליך; הוא שקובע כמה עמוק לתוך המתכת יגיע הריתוך. חשוב מאוד להבין שאם לא נייצר מספיק חום, החומר לא יחדור את המתכת לעומק הנדרש ויתקבל ריתוך חלש. כיוון המחשבה ההפוך נכון גם הוא: אם הריתוך שלנו חלש, לא אחיד או לא עמוק הסיבה היא (ככל הנראה) שלא ייצרנו מספיק חום עבור התהליך. אחת המיומנויות העיקריות הנצברות ע"י מסגר היא שליטה בחימום המתכת. יש המון טכניקות לזה, יש המון משתנים הקובעים את רמת החום, אבל בבסיס מדובר ברעיון מאוד פשוט: ככל שנקודה אחת תחומם יותר זמן, כן היא תגיע לטמפרטורה יותר גבוה. הסיבה העיקרית לכשלים בריתוכים אצל רתכים מתחילים היא חוסר חום, או במילים יותר פשוטות – רתך מתחיל נוטה למהר, הוא נוטה להניע את האלקטרודה מהר מדי מנקודה א' לנקודה ב'. שתי השיטות העיקריות לשליטה בחום אליהן נתייחס כאן הן קצב תנועה והספק הרתכת. ככל שהקצב יהיה איטי יותר, כן אנו מחממים אזור משך פרק זמן ארוך יותר ולכן הוא מתחמם יותר; ככל שנקבע הספק גבוה יותר ברתכת, כן החום הראשוני שהיא תוציא יהיה גבוה יותר ולכן עבור פרק זמן נתון נקבל התחממות גבוהה יותר באזור עליו אנו עובדים. הכנת החלקים לריתוך גם המסגר הטוב ביותר והמנוסה ביותר איננו מסוגל לחבר שני חלקים שאינם מתאימים. אף אחד לא יכול לייצר חדירה של 5 ס"מ, אף אחד לא יכול לרתך חלק ריבועי כך שייצא עגול. הכנת המתכות לפני הריתוך היא בסיס עקרוני וחשוב ביותר לריתוך מוצלח. הקו המנחה הוא ששתי המתכות צריכות להיות בחפיפה מלאה לאורך כל אזור הריתוך, בלי רווחים לדוגמא, הכינו שתי חתיכות פלדה (העובי בהתאם למה שזמין לכם - רצוי חומר עבה, 5-6 מ"מ לפחות בתור התחלה) ושייפו להן פאזות עד שהן יראו כמו בתמונה משמאל. ריתוך של שתי חתיכות מתכת כך נקרא Butt-weld (המערכת מנועה מתרגום הפעם). כשנגיע לפרק הריתוך עצמו, זה גם יהיה הריתוך הראשון שנתאמן עליו. בצינורות זה טיפה יותר מסובך, כי לא מתאמים שני קווים ישרים אחד לשני אלא עיגולים. השיטה הנכונה להתאים צינור נקראת "Fishmouthing", על שם הצורה של פה הדג הפעור שמתקבלת בקצה הצינור. הבעיה עם השיטה הזו היא שללא כלי ייעודי קשה מאוד להגיע לרמת דיוק גבוהה בו; בפורום הבונים והנדסת ג'יפים תמצאו מגוון שרשורים בנושא עם כל מיני שיטות נחמדות, כאשר לטובת האימונים הראשוניים מספיק לנו להגיע בערך לצורה הנדרשת ע"י שיוף. אם ברשותכם משור שורף, אתם יכולים להנות מהכתבה המצויינת של ביל אנסל ("בילאוויסטה") המכילה בין היתר גם טבלת זוויות חיתוך לתיאום עם משור שורף.
התקררות מתכות מתכות, כמו רוב החומרים בטבע, מתפשטות ומתכווצות עם שינויים בטמפרטורה. השינוי הזה איננו בהכרח זהה ובמקרה של ריתוכים, הוא בדרך כלל איננו כזה, מסיבות תיאורטיות שלא כל כך רלוונטיות לנו. מה שכן רלוונטי הוא שכל מתכת שאתם תרתכו תנוע בכיוון הריתוך כשהיא תתקרר, או במילים אחרות שני המשטחים המרותכים יתקרבו זה לזה במהלך הקירור. זה אומר שאם התחלתם עם שתי חתיכות מתכת ניצבות, אחרי שתרתכו אותם בצד אחד הם לא יהיו ניצבות אלא נוטות לכיוון הריתוך; ניתן להתגבר על כך בעזרת קיבוע, ע"י פיקים או כוונון וריתוך מלא. אין לקרר מתכות בבת אחת. שפיכת מים על מתכת רותחת היא מתכון בדוק לסדק במתכת. הסדק הזה מיקרוסקופי, לא תראו אותו בעין, אבל הוא שם ועם הזמן הריתוך יכשל משום קיומו שם. יש יתהליכים שונים של הקשייה וחיסום פלדות הכוללים קירור מהיר ומבוקר של, אבל אין לתהליכים אלו שום קשר למסגר הביתי. תנו לריתוך להתקרר באוויר באופן טבעי. קשת ראשונה הדבר הראשון שצריך ללמוד הוא איך לשמור על קשת הריתוך לאורך זמן. ניתן לשים לב בקלות לכך שאם תתחילו קשת ואז תרחיקו את האלקטרודה מהמתכת הקשת תיעצר; יש גבול למרחק בו ניתן לייצר מספיק השראה עבור הקשת. כאמור, הריתוך צריך לייצר חום ולכן יש צורך ללמוד איך להחזיק את הקשת לאורך זמן, או במילים אחרות מהו המרחק הנכון להחזיק אלקטרודה מהמתכת. כוונו את הרתכת להספק גבוה. משהו בסביבות ה120-130 לרתכות ביתיות רגילות , 80 לאלקטרוניות. זה הספק גבוה יחסית, עובדה שתקל עליכם לייצר קשת. קחו חתיכת מתכת בעובי 8-10 מ"מ, חברו אליה את המינוס, וצרו ניצוץ ראשוני ע"י משיכת האלקטרודה לאחור על גבי המתכת. שימו לב שהפעולה מייצרת הרבה מאוד ניצוצות, לא קשת אחידה. כדי לייצר קשת אחידה, משכו את האלקטרודה עד קבלת ניצוץ ואז הרימו את האלקטרודה מעל המתכת. שמרו את קצה האלקטרודה במרחק של מ"מ-שניים מהמתכת (המרחק האידיאלי הוא כ2/3 מהקוטר שלה). האלקטרודה נאכלת ככל שהקשת נמשכת, אז תפקידכם הוא להניע את יד ימין שלכם כך שמרחק קצה האלקטרודה מהמתכת יישאר זהה. אין צורך להניע את האלקטרודה מהנקודה בה אתם יוצרים את הקשת כרגע; המטרה היחידה היא החזקת קשת קבועה. שימו לב לבידור הלהבה כתלות במרחק האלקטרודה מהמתכת. המרחק האמיתי בו אלקטרודה צריכה להיות מוחזקת בו נקבע לא ע"י נתונים יבשים (אפשרי, אבל מיותר לחלוטין) אלא לפי הבידור של הלהבה. המרחק האמיתי בו אתם רוצים לשמור את האלקטרודה מהמתכת הוא המרחק שנותן לכם קשת בה מתקיים כלל האצבע לפיו קוטר הלהבה הוא כ1.5 מקוטר האלקטרודה. זה בדרך כלל קורה כאשר האלקטרודה נמצאת במרחק ששווה לקוטרה מהמתכת, אבל יש כאן גם תלות בהספק. תכ'לס? תתאמנו, נסו להבות שונות על קטעים זהים.
פיקים כדי ליצור "פיק", חיבור נקודתי בין שתי מתכות על ידי ריתוך קצרצר, צריך לייצר קשת לפרק זמן קצר יחסית בנקודה הרצויה. נסו לייצר כמה כאלו על המתכת שהוצעה קודם (ללא חיבורה למתכת נוספת). שימו לב לשינוי בצורת ובגודל הפיק כתלות במשך הזמן בו אתם מייצרים את הקשת. בהמשך, כשנעבור על מבנים בסיסיים, נקודת ההנחה היא שכל מבנה כזה מוחזק ע"י פיקים שאתם נתתם קודם. שימו דגש על כך שהפיק אכן יחדור את המתכות שהוא מחבר; קל להתבלבל ולחשוב שיש חדירה כשלמעשה אין.
קחו את שני הלוחות עם הפאזות שייצרתם קודם והצמידו אותם כמתואר בתמונה. חברו מינוס, תנו פיק בכל קצה כך שיהיה ניתן גם להרים לוח אחד והשני ינוע איתו (קבעו מבנה). רתכו את שתי הלוחות יחד מקצה לקצה, לא בבת אחת אלא 3 ס"מ כל פעם. זכרו – החיפזון מהשטן, תנועה איטית ומבוקרת באחת השיטות שהוזכרו קודם היא הדרך. הקפידו לשמור את קו האמצע בין שני הלוחות במרכז התנועה שלכם. כדאי אפילו להשהות את האלקטרודה שם שבריר שנייה יותר מאשר על הפאות, שכן נדרש מעט יותר חומר כדי להגיע למילוי אחיד ומפולס. עצרו אחרי כל ריתוך כזה והורידו את השלאקה. היא אמורה לרדת במכה אחת ובאופן אחיד (וכשתגיעו למיומנות גבוהה יותר, היא תתקלף מעצמה). בחנו את דפוס התנועה שלכם; סטייה מהדפוס תהיה ברורה, אתם תראו שהמתכת שהוספתם נוספה איפה שסטיתם. אם יש לכם גומחות בשלאקה, נעתם מהר מדי בנקודה בה נוצרה הגומחה; הוציאו את כל השלאקה מהגומחה בעזרת פטיש ולאחר מכן מברג דק, עברו על הגומחה היטב עם מברשת הפלדה כדי להוציא שאריות שלאקה ורתכו את הקטע שוב, לאט יותר הפעם. ישנן כמה סיבות מדוע לא לתפור את הלוחות במכה אחת. הראשונה היא עיוות החומר: ככל שהחום הראשוני יהיה גבוה יותר, כך גם העיוות יגדל. במילים אחרות, ע"י ריתוך בתפרים קצרים אתם מצמצמים את העיוות. סיבה נוספת היא תהליך הלמידה: קשה יותר לייצר תפר אחיד ומושלם מכמה תפרים מאשר מתפר בודד. זו מיומנות חיונית, שכן תמיד תאלצו לעצור מסיבה כלשהי (אלקטרודה נגמרת, שינוי תנוחה וכד') ולהמשיך אח"כ. הסיבה האחרונה היא ביקורת; חבל שתעשו משהו לא נכון לאורך כל המבנה. נסו קצת יותר מהר, קצת יותר לאט, בתנוחה כזו ובתנוחה אחרת. אחרי כל ניסיון בחנו את התוצאות והחליטו מה היה עדיף לכם, מה היה יותר נח, ממה קיבלתם את התוצאה הטובה ביותר. לוחות ניצבים לוחות ניצבים דורשים הספק גבוה מעט יותר מלוחות מקבילים ותנועת אלקטרודה שונה. דפוס התנועה איננו משתנה, אבל הלוח הניצב (האנכי לקרקע) דורש יותר חום מהתחתון. הבעיה היא שאינכם יכולים פשוט לכוון את הלהבה אליו קצת יותר ולקבל תוצאה טובה, עליכם לפזר אותה ביחס של בערך 2:3 לטובת הלוח הניצב. תוצאה טובה כאן תראה בדיוק כמו תוצאה טובה בלוחות המקבילים ובאופן דומה כל השגיאות שעשויות להתרחש שם גם יתרחשו כאן. נוסף כאן פן שגיאה, הוא ה"Undercut" שנראה כך: הוא נוצר מעודף חימום של הלוח הניצב, כך שבריכת החומר המותך נוזלת ונוצר "חריץ", הורדת עובי בלוח הניצב, המחלישה אותו. שיטות ריתוך מתקדמות מכאן והלאה, כל ריתוך שתעשו נכנס לקטגוריה של טכניקות למתקדמים, אותן אנחנו לא נלמד הן כי שחיה לא לומדים בהתכתבות אך בעיקר משום שלא לומדים אותה ממתלמד; הדרך הנכונה לשפר את טכניקות הריתוך שלכם היא ללמוד ממומחה. למי שיש זמן, אפשר ללכת למסגר הקרוב ולהציע לו את שירותכם חינם אין כסף; הוא מרוויח פועל שחור בחינם, אתם מרוויחים חודש עבודה קשה והמון לימוד וניסיון. למי שיש פחות זמן וקצת יותר כסף פנוי, יש קורסים בתשלום. הדבר הכי מעודד שנוכל לומר לכם הוא שכל ריתוך באשר הוא יהיה וריאציה על מה שכתוב כאן עד עתה, הווה אומר העיקרון יישאר זהה אך אופן הביצוע ישתנה מעט משום אילוצים שנוצרים כתוצאה מסוג הריתוך (בOVERHEAD, לדוגמא, בריכת השלאקה שואפת להתרחק מהחומר, היפוך גמור לריתוך בDOWN). רגע של ענווה: "מתקדמים" זה עניין יחסי. כותב המאמר חטא משך זמן רב במחשבה שהוא רתך טוב, עד שהוא עבד עם רתך טוב. רתך הוא אדם שיושב כל היום ומרתך, לרוב עובר קורסים כדי ללמוד כיצד לעשות כן ותמיד נבחן ומוכיח את היכולת שלו כדי לקבל את תעודת ההסמכה; אנחנו הופתענו לגלות שהמבחנים האלו אינם קלים כלל וכלל. אין לטעות בין רתך חובב לבין רתך אמיתי, גם אם הריתוך נראה למישהו דומה. רמות ריתוך גבוהות באמת דורשות השקעה בהתאם, לא סופ"ש כאן ויום שם של ריתוך. שני הדברים שהכי חשוב לזכור הם נוחות וניסיון. אלו שני הפרמטרים שמשפיעים יותר מכל השאר על איכות הריתוך ורצוי להתייחס אליהם בהתאם, כלומר לדאוג לעבוד במרב הנוחות האפשרית ולצבור ניסיון ככל הניתן ומכל הבא ליד. הכתבה הזאת היא למעשה ריכוז של שאלות ותשובות נפוצות בנושא ריתוך מפורום ג'יפולוג. אם אתם נתקלים במשהו שאיננו מופיע כאן ולדעתכם צריך להופיע, אנחנו נשמח אם תיידעו אותנו ע"י שליחת ה"פ לאלון או ע"י תוספת שאילתה באחד השרשורים בנושא במערכת הפורומים. ספרות מומלצת Welder's handbook, Richard Finch, HP books,1997 Metal Fabricator's handbook, Ron Fournier, HP books 1990 |




 נותרנו עם הבחירה בין שתי סוגי רתכות האלקטרודה (או רתכות
נותרנו עם הבחירה בין שתי סוגי רתכות האלקטרודה (או רתכות 


 מסכות רגילות עם תושבת ראש: גם אלו מתחלקות לכמה סוגים. אלו המסכות הנפוצות ביותר, עלותן נעה בין 50 ל400 ₪, כאשר צריך להקפיד לרכוש כזו עם זכוכיות מתחלפות שמגינה על כל הפנים. המסכות האלו יושבות על הראש עם התקן דומה לקסדה צבאית, נח למדי. הם מאפשרות שימוש בשתי ידיים, אם כי מוגבל משהו שכן יש להרים ולסגור את הזכוכית (או המסכה) בין ריתוכים.
מסכות רגילות עם תושבת ראש: גם אלו מתחלקות לכמה סוגים. אלו המסכות הנפוצות ביותר, עלותן נעה בין 50 ל400 ₪, כאשר צריך להקפיד לרכוש כזו עם זכוכיות מתחלפות שמגינה על כל הפנים. המסכות האלו יושבות על הראש עם התקן דומה לקסדה צבאית, נח למדי. הם מאפשרות שימוש בשתי ידיים, אם כי מוגבל משהו שכן יש להרים ולסגור את הזכוכית (או המסכה) בין ריתוכים.  מסור דיסק: לפני שבכלל נדבר על דיסקים, נזכיר שתי מילים שתמיד נלוות לדיסק: מיגון עיניים. לא מסיכת ריתוך, אלא מיגון עיניים טוב. יש המון סוגים החל במשקפי מגן וכלה במסכות ממש, כשכל אחד לעצמו בנושא הזה. מה שלא תבחרו, שיהיה ברור שלא נוגעים בדיסק בלי זה.
מסור דיסק: לפני שבכלל נדבר על דיסקים, נזכיר שתי מילים שתמיד נלוות לדיסק: מיגון עיניים. לא מסיכת ריתוך, אלא מיגון עיניים טוב. יש המון סוגים החל במשקפי מגן וכלה במסכות ממש, כשכל אחד לעצמו בנושא הזה. מה שלא תבחרו, שיהיה ברור שלא נוגעים בדיסק בלי זה. כשהן נתקעות במפעיל (וגם לא נורא, אגב).
כשהן נתקעות במפעיל (וגם לא נורא, אגב).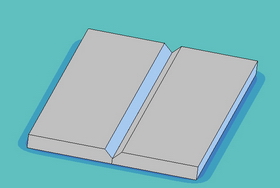



 תפריט ראשי
תפריט ראשי ניווט לפי מותגי 4X4
ניווט לפי מותגי 4X4 פורום 4X4 הודעות אחרונות
פורום 4X4 הודעות אחרונות




הודעת מערכת